Компрессорная станция
 |
Необходимое оборудование для автосервиса: |
Обеспечение рабочего места сжатым воздухом сопряжено с решением важных для нормальной эксплуатации потребителей воздуха вопросов, таких как:
1. оптимальный выбор компрессора и ресивера по заданным значениям предполагаемого количества потребляемого воздуха, требуемого давления на входе и временного режима работы потребителя воздуха.
2. подготовка сжатого воздуха соответствующего качества, которое характеризуется количеством предельно допустимого содержания паров воды, максимальным размером пылевых частиц, количеством паров масла. Качество воздуха существенно определяет конечный результат при проведении покрасочных работ и срока службы пневмоинструмента.
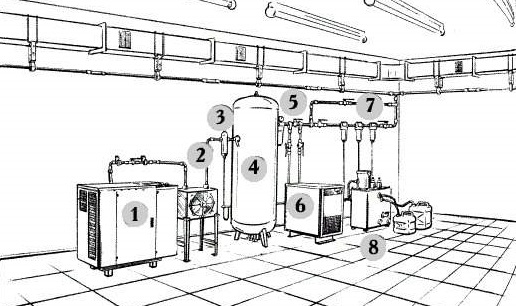
Опыт нашей работы показал, что есть основания для более подробного рассмотрения перечисленных выше вопросов. Что касается первого, то ограничимся замечанием: в ряде случаев недоразумения начинаются уже с нечеткого понимания различия понятий производительности компрессора, указанной в его техническом паспорте, и реальной производительности. Детальное обсуждение этого вопроса вынесено нами в раздел компрессоры и оборудование для пневмолиний, поэтому перейдем к рассмотрению технологии подготовки сжатого воздуха в зависимости от целей его использования. Конденсация влаги в пневмомагистралях является источником преждевременного износа пневмоинструмента, коррозии, брака в покраске и т. д. К примеру, количество воды в виде пара, передаваемой компрессором с объемной подачей 1000 л/мин, (по входу), относительной влажности 70% и температуре 20град.С., составляет около 1.3 л/час. Ресиверы, отсекатели воды, фильтры - масловлаготделители, ручные и автоматические дренажные клапаны, а также конструктивные особенности пневмомагистрали дают возможность удалить до 60% конденсата из сжатого воздуха. И только использование специальных холодильников-осушителей, понижающих температуру сжатого воздуха до точки росы, позволяет удалить практически всю влагу из пневмосистемы.
Принцип работы холодильников - осушителей (охладитель).
Сжатый воздух от компрессора остужается в два этапа. В предварительном теплообменнике поступающий в холодильник-осушитель воздух остужается уже холодным воздухом, идущим из охладителя через влагоотделитель. Затем воздух поступает в осушитель с фреоновым охладителем и охлаждается в нём до температуры +З град. С. На этой стадии практически все пары воды (95-98%) и масляный туман осаждаются (переходят из ненасыщенного состояния в насыщенное, то есть достигается "точка росы") в высокоэффективном влагоотделителе. Затем конденсат удаляется электронным дренажным клапаном. После этого холодный воздух подается в предварительный теплообменник и нагревается горячим воздухом, поступающим от компрессора. Такая схема позволяет добиться максимальной эффективности работы, минимального потребления энергии и избежать обмерзания воздушных трубок холодильника.
Пылевые частицы.
Пыль присутствует в воздухе постоянно. Фильтр, устанавливаемый на входе компрессора, может обеспечить только нормальную работу поршневой группы последнего и не более (при своевременной замене). Фильтрация сжатого воздуха до той степени очистки, которая необходима для нормальной работы пневмоинструмента и особенно лакокрасочных работ, требует установки в пневмомагистраль пылевых фильтров, различающихся между собой максимальным размером пропускаемых частиц и производительностью.
Для того, чтобы облегчить выбор необходимых фильтров, ниже приведены рекомендуемые комбинации последних, необходимых для различных видов работ:
SA+QF Отсекатель воды + грубый (Змкм.) фильтр. Устанавливаются в любой комплектации пневмомагистрали; при отсутствии фильтров более тонкой очистки, сжатый воздух пригоден для продувочных пистолетов, пылесосов эжекционного типа и подкачки колёс.
SA+QF+PF (1мкм.) Очистка достаточна для нормальной работы пневмоинструмента и пневмоцилиндров, применяемых в промышленности и автосервисах.
SA+QF+PF+HF (0.01мкм.) Очистка достаточна для лакокрасочных работ и пневмоприводов, используемых в точном приборостроении.
SA+QF+PF+HF+CF (100% очистка, карбоновый фильтр) Воздух пригоден для дыхания, применение - в масках маляра закрытого типа, пищевой и медицинской промышленности.
10 МИФОВ О ПОРШНЕВЫХ КОМПРЕССОРАХ
Так уж получилось, что вокруг поршневых компрессоров ходит большое количество мифов. Обычно их создателями и носителями являются люди, не очень хорошо разбирающиеся в вопросах устройства и эксплуатации компрессорного оборудования. Поэтому в этой статье мы попробуем еще раз вспомнить самые основные из этих мифов и развеять их.
Миф первый: чем больше ресивер, тем лучше
Этот миф имеет различную интерпретацию. Иногда, он звучит буквально: чем больше ресивер, тем лучше. Иногда, немного по-другому – чем больше ресивер, тем больше воздуха дает (производит) компрессор. Но в любом случае, оба этих суждения ошибочны.
Во-первых, объем ресивера никоим образом не влияет на производительность компрессора! Производительность компрессора определяется параметрами компрессорной группы и мощностью электродвигателя. Объем же ресивера лишь позволяет поддерживать оптимальный режим работы компрессора, оптимизируя количество его включений/выключений за единицу времени. Но увеличить количество производимого воздуха он не может.
Пример, правильного сочетания объема ресивера и производительности компрессора можно найти в Каталоге компрессоров FIAC.
Рассмотрим простой пример. Допустим, что имеются три компрессора – АВ 100/850, АВ 300/850 и АВ 500/850 с производительностью на всасывании 830 л/мин (примерно 620 л/мин на выходе) и объемом ресивера 100, 270 и 500 л соответственно. Потребление воздуха постоянное и составляет 500 л/мин, а давление включения/выключения (Рmin и Рmax) равно 8 бар и 10 бар. Рассчитаем режим работы каждого компрессора.
Порядок расчета в данном случае следующий. В режиме нагнетания сжатый воздух, произведенный компрессором, поступает в ресивер. Одновременно сжатый воздух выходит из ресивера за счет работы подключенного пневмооборудования. Разница между произведенным воздухом (производительностью компрессора, Qк) и расходом воздуха Qрасх будет «собираться» в ресивере. Если объем ресивера обозначить Vр, то время работы компрессора в режиме нагнетания определится по формуле:
t1 = Vр х (Рmax - Рmin) / (Qк - Qрасх)
Далее в режиме ожидания компрессор не производит сжатый воздух. Работа пневмооборудования происходит за счет сжатого воздуха, находящегося в ресивере. Время падения давления в ресивере от Рmax до Рmin рассчитывается так:
t2 = Vр х (Рmax - Рmin) / Qрасх
Складывая значения t1 и t2, получим величину, которую назовем время одного рабочего цикла компрессора (tрц). Результаты расчетов приведены в Таблице 1.
Таблица 1.
Как видно из Таблицы 1, оптимальный объем ресивера при заданном расходе воздуха составляет 270 л. При объеме ресивера 100 л компрессор будет слишком часто включаться, а при объеме 500 л слишком долго работать в режиме нагнетания, что, скорее всего, приведет к перегреву и преждевременному износу компрессорной группы. Именно поэтому следует с большой осторожностью относиться к установке дополнительных ресиверов.
Миф второй: чугунная компрессорная группа лучше алюминиевой
Какая компрессорная группа лучше: выполненная из чугуна, или из алюминия? На самом деле, сама формулировка этого вопроса не совсем корректна.
Во-первых, правильнее сравнивать не компрессорные группы, а блоки цилиндров.
А во-вторых, алюминиевые блоки цилиндров для компрессоров практически не выпускают.
Другое дело, что многие блоки цилиндров имеют охлаждающие ребра из алюминия, но в алюминиевые корпуса блоков все равно устанавливают чугунные гильзы. Вот такие блоки цилиндров уже можно сравнивать с чугунными блоками.
Основные достоинства чугунных блоков – это их дешевизна и технологичность. Преимущества блоков, имеющих охлаждающие ребра из алюминия: лучший теплоотвод (теплопроводность у алюминия в 3-4 раза выше, чем у чугуна); меньший вес и возможность иметь большую площадь охлаждающей поверхности. А лучший отвод тепла, в свою очередь, позволяет эксплуатировать компрессоры в более интенсивном режиме.
Миф третий: в поршневой компрессор можно заливать масла, используемые в поршневых двигателях внутреннего сгорания
Этот миф имеет широкое хождение в автосервисных предприятиях. Действительно: если двигатель внутреннего сгорания и поршневая компрессорная группа имеют схожий, на первый взгляд, принцип работы, то почему бы не использовать в поршневом компрессоре масла, заливаемые в двигатель? Тем более, что в автосервисе они всегда под рукой.
Использовать автомобильные масла в компрессоре категорически нельзя, так как для этого существуют специальные компрессорные масла (например, в каталоге Shell компрессорные масла выделены в отдельную группу). Масла для двигателей и для компрессоров имеют разные вязкости и предназначены для совершенно различных условий работы (в том числе и температурных).
Для справки:
автомобильное масло Shell Helix Ultra SAE 5W-40 имеет кинематическую вязкость при 40°С = 72 мм2/с, при 100°С = 13,1 мм2/с; а температуру вспышки в открытом тигле 206°С;
а компрессорное масло Shell Corena Р 100 имеет кинематическую вязкость при 40°С = 100 мм2/с, при 100°С = 9,2 мм2/с; а температуру вспышки в открытом тигле 240°С.
Кроме того, если даже говорить о компрессорных маслах, имеющих примерно одинаковые характеристики, но выпускаемых разными производителями, то и такие масла запрещено смешивать! Если в компрессоре залито масло одного производителя, а предполагается использовать масло другого производителя, то сначала нужно полностью слить одно масло, и только потом залить другое.
Миф четвертый: промышленный поршневой компрессор может использоваться на промышленном производстве для непрерывной работы
Поршневой компрессор в принципе не предназначен для непрерывной работы! Более того, если под непрерывной работой понимать постоянную (круглосуточную) работу в режиме нагнетания, то для нее не предназначен и винтовой компрессор.
Что касается поршневых компрессоров, то их деление по классам на бытовые, полупрофессиональные и промышленные связано, в первую очередь, с особенностями конструкции. К бытовым и полупрофессиональным компрессорам относят безмасляные и масляные модели с прямой передачей; к промышленным – масляные компрессоры с ременным приводом.
Другим существенным отличием между компрессорами разных классов является тип привода. Бытовые и полупрофессиональные компрессоры имеют прямой привод, представляющий собой жесткую связь между коленчатым валом поршневой группы и электродвигателем. Частота вращения ротора электродвигателя и коленчатого вала составляет около 3000 мин-1. Это приводит к достаточно быстрому нагреву поршневой группы. Для охлаждения электродвигателя и поршневой группы имеется вентилятор, но его небольшие размеры не позволяют осуществить эффективный отвод тепла.
Напротив, промышленные компрессоры имеют ременный привод, который позволяет существенно уменьшить число оборотов коленчатого вала. Это достигается установкой приводного шкива с диаметром, большим, чем диаметр шкива на электродвигателе. Средняя частота вращения коленчатого вала составляет 1000-1500 мин-1. Это приводит к уменьшению температуры, как поршневой группы, так и сжатого воздуха на выходе из нее. У компрессоров с ременным приводом функцию охлаждающего вентилятора выполняет приводной шкив поршневой группы, спицы которого одновременно являются лопастями. Снижение частоты вращения коленвала позволяет использовать промышленные компрессоры в более интенсивном режиме работы. Но в любом случае, их непрерывное использование на промышленном производстве недопустимо.
Миф пятый: производительность компрессора должна быть равна потреблению сжатого воздуха
Производительность поршневого компрессора является переменной величиной, зависящей от условий всасывания: давления и температуры окружающего воздуха. Поэтому, говоря о производительности, обязательно указывают условия всасывания. Для поршневых компрессоров, как правило, указывается теоретическая производительность.
Теоретическая производительность, или производительность на всасывании, равна объему, описываемому поршнем за единицу времени. В силу ряда конструктивных особенностей компрессорной группы, эта величина довольно существенно отличается от реальной производительности.
Поэтому реальная производительность поршневого компрессора (или, производительность на нагнетании) меньше теоретической производительности примерно на 20-30% (в зависимости от класса компрессора).
Кроме того, полученное значение производительности компрессора на нагнетании обязательно должно превышать величину реальной потребности в сжатом воздухе на 15-20%. В противном случае компрессор будет постоянно работать в режиме нагнетания, в результате чего он довольно быстро выйдет из строя.
Важно помнить, что номинальный режим работы поршневого компрессора – повторно-кратковременный с повторяемостью включения (ПВ) до 60%.
Миф шестой: чем больше у компрессора «голов» (цилиндров), тем лучше
Действительно: потребители довольно часто считают, что чем больше цилиндров, тем лучше (например, три цилиндра всегда лучше, чем два).
Это не совсем так. Гораздо важнее учитывать не число цилиндров, а число ступеней сжатия. Дело в том, что поршневые группы бывают одно-двух-и-многоступенчатыми. В чем же между ними различие?
Рассмотрим двухцилиндровые компрессорные группы. Они бывают одно-и-двухступенчатые.
Двухцилиндровая одноступенчатая группа имеет два цилиндра одинакового диаметра. Оба они, работая в противофазе, поочередно всасывают воздух, сжимают его до максимального давления и вытесняют в линию нагнетания.
Двухцилиндровая двухступенчатая группа также имеет два цилиндра, но уже разного диаметра. В цилиндре первой ступени воздух сжимается до некого промежуточного значения, затем охлаждается в межступенчатом охладителе и дожимается до максимального давления в цилиндре второй ступени. Роль межступенчатого охладителя выполняет специальная медная трубка. Она обеспечивает промежуточное охлаждение сжатого воздуха, благодаря чему процесс сжатия приближается к идеальному, повышая тем самым КПД поршневой группы.
Размеры (диаметры) цилиндров подобраны таким образом, чтобы на каждой ступени сжатия совершалась примерно одинаковая работа.
Двухцилиндровые двухступенчатые компрессорные группы имеют целый ряд преимуществ, как перед двухцилиндровыми одноступенчатыми группами, так и перед трехцилиндровыми одноступенчатыми группами:
при одной и той же мощности электродвигателя при двухступенчатом сжатии затрачивается меньше энергии, чем при одноступенчатом сжатии;
реальная производительность двухступенчатого компрессора выше примерно на 20%;
в двухступенчатом компрессоре температура в цилиндрах значительно ниже, что существенно повышает надежность и увеличивает ресурс поршневой группы.
Кроме того, двухцилиндровая двухступенчатая (2/2) компрессорная группа (с рядным расположением цилиндров) гораздо лучше динамически уравновешена, чем трехцилиндровая одноступенчатая (3/1) компрессорная группа (с W-образным расположением цилиндров).
Миф седьмой: давление поршневого компрессора должно соответствовать давлению, требуемому пневматическому оборудованию
Как производится выбор поршневого компрессора по давлению? Часто так: сначала определяют давление, необходимое потребителям сжатого воздуха, и потом на основании этой величины выбирают давление компрессора (иногда, при выборе закладывают небольшой запас по давлению).
Это не совсем правильно. Выбор компрессора по давлению должен осуществляться с учетом двух условий.
Во-первых, надо помнить, что в технических характеристиках компрессора указано его максимальное рабочее давление. Режим работы практически любого компрессора таков: накачав воздух до максимального рабочего давления Pmax, он отключается. Повторное его включение происходит после падения давления до давления включения Pmin. Разница между Pmax и Pmin обычно составляет 2 бар. Поэтому, если потребителям сжатого воздуха необходимо давление 6,5 бар, то использовать компрессор с Pmax = 8 бар нельзя, так как его Pmin = 6 бар.
А во-вторых, необходимо учитывать, что по пути сжатого воздуха от компрессора до потребителей происходит падение давления. Чем длиннее магистраль, чем больше в ней местных сопротивлений (запорной арматуры, уголков, тройников, различных фитингов и т.п.), тем падение давления выше. Кроме того, если сравнить два участка трубопровода одинаковой длины с разными диаметрами, например 1/2" и 3/4", то в «полдюймовой» трубе падение давления также будет выше. Падение давления происходит и в оборудовании для подготовки воздуха: при прохождении через осушитель на 0,2 бар, а при прохождении каждого их микрофильтров на 0,1…0,15 бар, причем по мере загрязнения фильтрующего элемента эта величина будет увеличиваться.
Поэтому при выборе максимального рабочего давления компрессора следует учитывать особенности конструкции пневматической магистрали и комплектность оборудования для подготовки сжатого воздуха.
Миф восьмой: если компрессор не нагнетает сжатый воздух, то он неисправен
Существует целый ряд ситуаций, когда технически исправный компрессор или вообще не работает, или, работает не надлежащим образом. Вот лишь некоторые из них.
Серьезной проблемой является пониженное напряжение в электросети (особенно в однофазной). «Симптомы» при этом могут быть различными. В одних случаях, сразу же «выбивает» тепловую защиту. В других, компрессор может нагнетать сжатый воздух до максимально рабочего давления, и отключаться после этого. Но затем при падении давления до давления включения, повторно он уже не включается. Часто при этом начинает «гудеть» электродвигатель. Если в данной ситуации не отключить установку, то двигатель может сгореть.
Определенные проблемы возникают и при подключении компрессора через удлинитель. Чем длиннее провод, и чем меньше площадь его поперечного сечения, тем выше вероятность того, что компрессор не включится. Поэтому желательно избегать подключения компрессора через удлинитель, длина которого превышает 2-3 метра.
При подключении поршневого компрессора в трехфазную сеть необходимо обращать внимание на направление вращения шкивов компрессорной группы и электродвигателя (правильное направление вращения обязательно указано). Если на этом этапе допустить ошибку, то компрессор будет работать, и чисто визуально можно даже не заметить, что его производительность ниже паспортного значения. Проблема в этом случае в том, что вращение шкива компрессорной группы (являющегося и вентилятором) в противоположном направлении не обеспечивает ее охлаждение. Поэтому, даже если компрессор и будет работать, то работать он будет недолго. Из-за перегрева компрессорной группы он сначала «погонит» масло в систему, а потом из-за отсутствия смазки и должного охлаждения поршень заклинит в цилиндре, и компрессорная группа выйдет из строя.
Миф девятый: после покупки поршневого компрессора о нем можно забыть
Как правило, совсем о компрессоре не забывают, хотя и такое случается. Но довольно часто потребители считают, что обслуживание поршневого компрессора заключается лишь в проведении периодического технического обслуживания, в которое входит замена масла и картриджа воздушного фильтра. Однако помимо проведения регламентного технического облуживание, необходимо регулярно выполнять следующие операции:
контролировать уровень масла, и в случае необходимости доливать его;
контролировать натяжение приводного ремня;
периодически сливать конденсат из ресивера (если нет желания делать это, то можно поставить на ресивер автоматический клапан слива);
чистить (продувать сжатым воздухом) компрессорную группу;
контролировать состояние резьбовых соединений.
Кроме того, в зависимости от условий эксплуатации, но не реже одного раза в месяц, следует продувать сжатым воздухом картридж воздушного фильтра.
Миф десятый: если компрессор «гонит» масло и влагу, то он неисправен
Очень часто потребители считают, что если в сжатом воздухе после поршневого компрессора присутствуют влага и масло, то компрессор неисправен. Это большое заблуждение.
Конечно, если уровень масла ежедневно уменьшается настолько, что приходится доливать его «стаканами», то это верный признак того, что компрессор неисправен. Но с другой стороны, надо понимать, что естественный унос компрессорного масла – явление вполне нормальное. Существуют даже нормативы по содержанию масла в сжатом воздухе после поршневого компрессора (порядка 25-30 мг/м3).
Это же касается содержания в сжатом воздухе влаги. Если после компрессора не установлен осушитель (рефрижераторный или адсорбционный), то влага в сжатом воздухе будет обязательно присутствовать. Установка после компрессора различных влагоотделителей и циклонных сепараторов проблему удаления влаги решает лишь отчасти.
Здесь же можно отметить еще одно довольно частое заблуждение. Многие потребители считают, что при использовании безмасляного компрессора они получат сжатый воздух с высокой степенью чистоты.
Это не совсем так. Да, действительно, использование безмасляного компрессора предполагает отсутствие в сжатом воздухе масла. Но в воздухе по-прежнему будет присутствовать влага. Попадая в ресивер, влага вступает во взаимодействие с его внутренней поверхностью, что приводит к образованию ржавчины, которая, со временем, обязательно попадет в сжатый воздух. Исключение – медицинские компрессоры, которые имеют специальную антикоррозионную обработку внутренней поверхности ресивера (и, соответственно, более высокую цену). При использовании таких компрессоров на выходе из них в сжатом воздухе будет присутствовать только влага.